
PROTOCOLO DO 65º PROGRAMA
DE ENSAIO DE PROFICIÊNCIA

EM CALIBRAÇÃO NA ÁREA DE DIMENSIONAL
NAS PRÓPRIAS INSTALAÇÕES DOS PARTICIPANTES
Rodada 1
| |
1. INTRODUÇÃO
A QLM Inovações Tecnológicas iniciou suas atividades em 2006 com foco na realização de consultorias e treinamentos nas áreas de calibração e ensaio, tendo participado da acreditação de mais de 50 laboratórios por todo o Brasil.
Durante este período, a empresa se deparou com a necessidade de seus clientes de participar em programas de ensaios de proficiência, pois os ensaios disponíveis eram muito reduzidos, além de contarem com limitado número de participantes.
Para atender a essa demanda, no ano de 2012, a QLM implantou esta área de trabalho, de acordo com as diretrizes da norma ABNT NBR ISO/IEC 17043 – Avaliação de conformidade – Requisitos Gerais para Ensaios de Proficiência - EP. Desde então, tornou-se uma referência na área de programas de ensaios de proficiência, proporcionando oportunidades para laboratórios de todo o Brasil aprimorarem sua competência técnica e garantirem a qualidade de seus serviços.
2. OBJETIVO
O programa de ensaio de proficiência da QLM Inovações Tecnológicas tem como objetivos:
- Avaliar e comparar os resultados dos laboratórios para um mesmo serviço;
- Determinar o desempenho dos laboratórios participantes, comparando-os de forma coletiva, além de avaliar o desempenho de forma individual;
- Avaliar as condições técnicas do processo;
- Atender à norma ABNT NBR ISO/IEC 17043 vigente;
- Fornecer subsídios para os laboratórios buscarem melhorias contínuas em seu sistema de gestão e nas calibrações consideradas em cada EP;
- Estimular discussões entre os laboratórios participantes, ou em comissões técnicas, buscando corrigir falhas comuns, como nas técnicas adotadas para as calibrações realizadas pelos laboratórios;
- Fornecer confiança tanto aos clientes do laboratório como aos órgãos acreditadores;
- Atender às exigências da acreditação dos laboratórios (NIT DICLA 026 ou similares internacionais).
3. COORDENAÇÃO
A coordenação deste programa é realizada pela empresa QLM Inovações Tecnológicas por meio de equipe especializada, conforme descrito a seguir:
- Coordenação Geral: Marcelo Alves dos Santos, afiliado à QLM Proficiência;
- Coordenação Técnica: Marcelo Alves dos Santos, afiliado à QLM Proficiência;
- Coordenação Admin.: Rafael Borges Ribeiro, afiliado à QLM Proficiência;
Qualquer dúvida, reclamação ou recurso referente à programação e procedimentos adotados neste Programa deverá ser encaminhado à QLM Proficiência, responsável pela EP, através dos seguintes contatos:
Telefones: (+055) 11-2649-0940 ou (+055) 11-97990-0180 (WhatsApp)
e-mail: [email protected].
PROVEDOR EXTERNO DE SERVIÇO DE REFERÊNCIA
Mitutoyo Sul Americana Ltda - (CAL-0031)
End: Av. Mimes, 25 - Jardim Ermida I - Jundiaí / SP - Brasil
Laboratório Feinmess Metrologia e Com Instrumentos Eireli Ltda - (CAL-0133)
End: Rua Heloisa Camargo, 406A - Vila Esperança - São Paulo / SP - Brasil
4. PARTICIPAÇÃO
A programação está aberta a todos os laboratórios da área de CALIBRAÇÃO - DIMENSIONAL, sejam eles acreditados, postulantes a acreditação ou outros interessados na garantia da validade de seus resultados, bem como no correto estabelecimento da rastreabilidade metrológica de seus resultados ao Sistema Internacional de Unidades (SI). Os participantes deverão atender a este programa, respeitando todas as condições como técnicas, logística, cuidados específicos e aspectos financeiros.
Para que este programa seja realizado, o Provedor deverá contar com um mínimo de 4 participantes e um máximo de 20 participantes por item de comparação. Para itens que atinjam o limite de inscrição ou apresentem problemas, o Provedor poderá incluir um novo item neste EP.
Os interessados em participar deste programa de EP devem efetuar o cadastro da empresa e/ou inscrição no site: qlmpro.com.br, além de realizar o pagamento da taxa de inscrição no prazo estabelecido.
O Provedor limitará o número de casas decimais no preenchimento dos resultados com dígitos suficientes para a realização dos cálculos sem impacto nos resultados. Todas as casas decimais existentes serão utilizadas nos cálculos pelo Provedor, sendo possíveis arredondamentos realizados apenas na apresentação do relatório do programa.
5. ARTEFATOS DA COMPARAÇÃO
Artefato: AP-3627
Paquímetro digital com faixa nominal de (0 a 150) mm e com resolução de 0,01 mm.
Marca: Mitutoyo - Modelo: 500-196-30
(Provedor Externo: Mitutoyo Sul americana Ltda).
Pontos da comparação:
- Face de medição externa nos pontos: 5 mm; 50 mm; 100 mm e 150 mm;
- Face de medição interna nos pontos: 20 mm;
- Haste de profundidade no ponto de: 20 mm;
- Ressalto no ponto de: 20 mm;
- Paralelismo: Face externa e Face interna.
Artefato: AP-3628
Micrômetro externo analógico com faixa nominal de (0 a 25) mm e com resolução de 0.1 mm. Pontos da comparação: (0; 2,5; 5,1; 7,7; 10,3; 12,9; 15,0; 17,6; 20,2; 22,8 e 25,0) mm.
Marca: Mitutoyo - Modelo: 103-137 M110-25
(Provedor Externo: Laboratório Feinmess Metrologia E Com Instrumentos Eireli Ltda).
Artefato: AP-3629
Gabarito de folga com lâminas com valores nominais de (0,25; 0,45; 0,65 e 0,85) mm.
Marca: Mitutoyo - Modelo: não consta
(Provedor Externo: Laboratório Feinmess Metrologia E Com Instrumentos Eireli Ltda).
Artefato: AP-3630
Calibrador anel roscado cilíndrico M22, realizar a medição do diâmetro de flanco e passo, nas posições definidas em “método”.
Marca: Kingtools - Modelo: não consta
(Provedor Externo: Laboratório Feinmess Metrologia E Com Instrumentos Eireli Ltda).
Artefato: AP-3631
Calibrador tampão roscado cilíndrico M20 2,5-6H, calibrador passa e não passa. Realizar a medição do diâmetro de flanco, do passo e dos semi-ângulos de flanco, nas posições definidas em “método”.
Marca: Neomatic - Modelo: não consta
(Provedor Externo: Mitutoyo Sul americana Ltda).
Artefato: AP-3632
Esquadro de precisão com dimensão de (200 X 130) mm. Calibrar com base nos pontos definidos em “método”.
Marca: Digimess - Modelo: 170.009
(Provedor Externo: Mitutoyo Sul americana Ltda).
- Determinar a perpendicularidade da face de medição (maior);
- Determinar a retitude da face horizontal (menor).
Artefato: AP-3633
Jogo de blocos padrão classe 0 com valores nominal (2,5; 10,3 e 17,6) mm.
Marca: Digimess - Modelo: 150.465
(Provedor Externo: Laboratório Feinmess Metrologia E Com Instrumentos Eireli Ltda).
6. CRONOGRAMA DA RODADA DO PROGRAMA
- Encerramento das inscrições: 25/11/2025;
- Previsão para o início da comparação: 26/11/2025;
- Previsão para o término da comparação: 19/10/2026;
- Previsão para emissão do relatório preliminar: 19/11/2026;
- O relatório final será emitido de 30 a 45 dias após a emissão do relatório preliminar.
A programação poderá sofrer alterações em função do número de participantes, sendo o monitoramento realizado através do cronograma eletrônico disponibilizado no site. É fundamental que os participantes acompanhem regularmente o cronograma eletrônico para ficarem atualizados sobre eventuais alterações.
7. DETERMINAÇÃO DO VALOR DESIGNADO E SUA INCERTEZA
Os resultados deverão vir acompanhados de suas respectivas incertezas de medição para uma probabilidade de abrangência de aproximadamente 95%, conforme devido no documento EA 4-02 do European Corporation Acreditation (NIT DICLA 021 – Cgcre – Brasil).
7.1. VALOR DESIGNADO E SUA INCERTEZA DE MEDIÇÃO (DETERMINADOS POR VALOR DE REFERÊNCIA)
- Os valores designados (X) e suas incertezas (uX) serão determinados pelo Provedor conforme descrito a seguir:
Valor designado (X):
- O valor designado (X) é estabelecido nas calibrações realizadas pelo laboratório de referência. O resultado considerado como valor designado (X) será a média entre o valor obtido na calibração inicial (Li) e o valor obtido na calibração final (Lf).
Incerteza padrão do valor designado (uX):
- A incerteza padrão do valor designado (uX) é determinada pela seguinte equação, levando em consideração a incerteza padrão estabelecida nas calibrações realizadas pelo laboratório de referência (uref), a estabilidade dos artefatos (uestab) e a homogeneidade dos artefatos (uhom):
a) Incerteza padrão estabelecida nas calibrações realizadas pelo laboratório de referência (uref):
- A incerteza padrão da referência (uref) é determinada como a média quadrática da incerteza padrão inicial da referência (uref.i) com a incerteza padrão final de referência (uref.f):
Sendo:
Onde:
U = Incerteza expandida de medição da calibração realizada pelo laboratório de referência.
k = Fator de abrangência da calibração realizada pelo laboratório de referência.
b) Determinação da estabilidade dos artefatos – longo prazo (uestab):
- A estabilidade dos artefatos (uestab) é determinada pela variação máxima dos resultados entre a calibração inicial (Li), a calibração final (Lf) e as calibrações intermediárias (Lint).
- A deriva considerada será o maior resultado absoluto entre: (Lf – Li) e (Lint – Li).
Caso não haja calibração final, será incluída uma fonte de incerteza de medição de estabilidade temporal do artefato.
c) Determinação da homogeneidade dos artefatos (uhom):
Quando necessário, o Provedor incluirá uma fonte de incerteza padrão de homogeneidade (uhom), previamente determinada.
Incerteza de medição do valor designado (UX):
- A incerteza de medição do valor designado (UX) é obtida multiplicando-se a incerteza padrão do valor designado (uX) pelo fator de abrangência (k), para um nível de confiança de 95%.
UX = k * uX
8. AVALIAÇÃO DE DESEMPENHO
8.1 Erro normalizado
O método estatístico utilizado neste programa de EP será por cálculo de En (Erro normalizado), conforme equação a seguir:
Onde:
- En = Erro Normalizado;
- Xlab = Valor obtido pelo participante;
- X = Valor designado;
- UX = Incerteza de medição do valor designado;
- Ulab = Incerteza de medição do participante.
Avaliação do Desempenho:
O resultado será considerado como satisfatório caso o valor |En| ≤ 1.
Esta medida proporciona uma avaliação objetiva do desempenho dos participantes, levando em conta tanto o valor obtido pelo participante quanto as incertezas de medição associadas.
9. LOGÍSTICA DA RODADA
Os artefatos serão encaminhados para o participante conforme programação prévia informada com uma antecedência mínima de 15 dias do início da circulação do programa. Os artefatos serão enviados em uma embalagem própria para garantir a segurança e integridade dos artefatos.
Ao receber os artefatos, o participante tem até 01 dia útil para realizar a verificação da integridade física, deficiência, violação e embalagem dos mesmos (conforme fotos da embalagem disponibilizada no site). É importante que o participante preencha o formulário de “Controle de chegada dos artefatos” (FT-02) através do site www.qlmpro.com.br, para que o Provedor possa manter a confiabilidade dos artefatos durante toda a comparação.
É de responsabilidade do participante o zelo pelos artefatos durante a permanência em suas instalações, mantendo sempre na embalagem inicial, em local seguro e sendo manuseado apenas por pessoal autorizado do participante. Todos os artefatos são identificados com uma identificação unívoca e lacrados (quando necessário).
EM NENHUMA HIPÓTESE OS ARTEFATOS PODERÃO SER REPARADOS, AJUSTADOS ELETRONICAMENTE OU FISICAMENTE OU SUBMETIDO A QUAISQUER OUTROS TRATAMENTOS QUE NÃO ESTEJAM DEFINIDOS NO PROGRAMA SEM PRÉVIA AUTORIZAÇÃO DE SEUS RESPONSÁVEIS (QUANDO DEFINIDO NO MÉTODO, O AJUSTE DO ZERO É PERMITIDO E NECESSÁRIO).
O programa deve ser seguido conforme cronograma eletrônico tendo cada participante 4 dias úteis, após o dia do recebimento para a conclusão das medições. Após o término da participação, o participante deve embalar o material conforme fotos disponibilizadas no programa. É importante também o preenchimento do formulário de “Controle de saída dos artefatos” (FT-03) através do site www.qlmpro.com.br e registros de fotos, visando a comprovação do atendimento ao solicitado em caso de problemas posteriores aos artefatos. No quinto dia útil, os artefatos serão retirados da empresa por uma transportadora contratada pelo Provedor, para dar prosseguimento ao programa.
Após o dia previsto para a conclusão dos trabalhos, o participante terá mais 5 dias úteis para preencher de forma completa o formulário de “Registro dos resultados” (FT-04) no site. Não serão aceitos pontos diferentes dos definidos no programa e as unidades de medidas deverão estar exatamente conforme definido no formulário (FT-04). O não preenchimento do registro de resultados no prazo definido neste protocolo dará ao Provedor o direito de excluir o participante do programa na fase de elaboração de relatório preliminar sem aviso prévio.
Notas:
1) As datas da programação deverão ser respeitadas e possíveis atrasos devem ser avisados com antecedência, pois, caso isto ocorra e não seja justificado previamente, o participante será multado por dia de atraso (valor informado no item 12).
2) Caso o participante danifique ou extravie o artefato, este será multado no valor equivalente à aquisição de um artefato novo ou reparo, além dos novos custos dos estudos realizados pelo Provedor Externo (consultar os organizadores).
3) Caso o Organizador entenda que houve falsificação de resultados ou conluio entre os participantes, os envolvidos serão excluídos da rodada do programa.
4) Será considerado como dia útil feriados regionais e municipais.
10. CONFIDENCIALIDADE DAS INFORMAÇÕES
Os Organizadores e seus provedores externos se comprometem a manter sigilo das informações referentes a todo o programa e de forma alguma serão fornecidas informações dos resultados antes da emissão do relatório preliminar. Consultores / Apoios Técnicos utilizados no desenvolvimento do programa, logística, entre outras necessidades da organização, se limitarão a suas participações sem acesso aos resultados dos laboratórios participantes.
Cada laboratório recebe uma identificação de participação (XX) para cada item da comparação que é gerado pelo site www.qlmpro.com.br de forma automática, e que permitirá que cada participante possa ver sua performance de participação na rodada do EP, nos relatórios emitidos (preliminar e final). Esta participação será disponibilizada na própria inscrição de participação após a confirmação do pagamento da taxa de participação e entrega da documentação obrigatória.
11. AÇÕES POSTERIORES AO ENCERRAMENTO DO EP.
Para participantes que obtiverem resultados insatisfatórios em algum item de comparação, a QLM Proficiência concederá um desconto especial de 30% na participação em um próximo programa aberto pelo Provedor para este mesmo tipo de ítem da comparação, caso haja disponibilidade em um novo programa nos próximos 12 meses. Esta inscrição, deverá ocorrer através de solicitação junto ao e-mail [email protected], em até três meses após a emissão do relatório final edição 01.
O participante também poderá optar por contratar um programa Sob Demanda (SD) com descontos exclusivos.
12. CUSTOS DE PARTICIPAÇÃO
Quantidade Taxa de participação Custo transporte Transporte 1 Transporte 2 Transporte 3 1 R$ 1.200,00 R$ 145,00 R$ 200,00 R$ 280,00 2 R$ 1.600,00 R$ 145,00 R$ 200,00 R$ 280,00 3 R$ 2.100,00 R$ 145,00 R$ 200,00 R$ 280,00 4 R$ 2.600,00 R$ 145,00 R$ 200,00 R$ 280,00 5 R$ 3.100,00 R$ 200,00 R$ 255,00 R$ 340,00 6 R$ 3.600,00 R$ 200,00 R$ 255,00 R$ 340,00 7 R$ 4.100,00 R$ 200,00 R$ 255,00 R$ 340,00
Transporte 1: Localizado na grande São Paulo
Transporte 2: Localizado em outras regiões do estado de São Paulo.
Transporte 3: Localizado em outros estados do Brasil
NA: Não Aplicado
Notas:
- Após o início do programa ou nova inscrição em programas já em andamento, será emitida e enviada uma Nota Fiscal por e-mail (destinatário cadastrado no site) referente ao pagamento da Taxa de Inscrição + Taxa de Transporte (conforme sua localidade, quando aplicável). O pagamento deverá ser realizado Á VISTA em até 10 dias por meio de boleto bancário (ou depósito em conta bancária, caso seja solicitado via e-mail – [email protected], imediatamente após a inscrição).
- Para inscrição a partir de 3 artefatos, o pagamento poderá ser realizado em até duas parcelas (10/30 dias) e para inscrição a partir de 5 artefatos em até três parcelas (10/30/50 dias). Em ambas as situações, o pagamento deverá ser realizado via depósito, a condição somente será aplicada caso o parcelamento seja solicitado por e-mail [email protected], NO ATO DA INSCRIÇÃO.
- Não será aceito qualquer tipo de desconto/tributação no ato do pagamento, para que a inscrição seja efetivada, o pagamento deverá ser feito de forma integral (valor total da Nota Fiscal emitida).
- Caso o participante necessite da descrição de alguma informação especial no corpo da NF (exemplo: Nº do Pedido de Compra), a informação/arquivo deverá ser enviada NO ATO DA INSCRIÇÃO para o e-mail [email protected]. Após a emissão da Nota Fiscal, não será possível realizar nenhum tipo de alteração ou cancelamento da nota fiscal.
- O participante poderá solicitar o cancelamento de sua inscrição sem nenhum custo administrativo dentro do mês da emissão da Nota Fiscal, porém, após este período, será cobrada uma taxa de 17% sobre o valor total referente aos impostos já pagos ou o participante poderá optar por manter o valor total como crédito para uma futura participação.
- Solicitação de cancelamento de participação (total ou parcial): Caso o contratante já tenha recebido o(s) artefato(s), não será passível de reembolso ou crédito.
Penalidades:
- Multa por reprogramação de participação sem aviso prévio:
R$ 100,00 (cem reais), a ser pago em até 30 dias após o ocorrido;
- Multa por dia de atraso:
- Quebra, perda, ou extravio do artefato/maleta:
R$ 70,00 (setenta reais) por dia de atraso, a ser pago em até 30 dias após o ocorrido;
Caso o participante não cumpra o prazo de conclusão de participação previsto neste Protocolo, ou não entregue a maleta para Transportadora na data da coleta agendada, será aplicada a “Multa por dia de atraso”, conforme descrito neste item.
O participante arcará com os custos de reparo ou aquisição de um novo artefato/maleta, além de arcar com todos os custos de calibração e transportes.
Observações Importantes:
- Caso ocorra algum problema durante o programa, como quebra ou alterações nos resultados de um artefato, o Provedor se reserva o direito de repetir o programa sem a cobrança de custos adicionais.
- Caso o participante não preencha os resultados de sua participação, conforme os prazos definidos neste protocolo, durante a elaboração do Relatório Preliminar, será automaticamente excluído do programa, sem direito à devolução dos valores pagos.
- Caso a Transportadora contratada cobre uma “Taxa Extra” para entrega/coleta em áreas de difícil acesso ou por tempo excessivo de espera, o custo deverá ser pago diretamente a QLM Proficiência, logo após a entrega/coleta.
- Caso o participante esqueça de colocar algum acessório dentro da mala, como por exemplo cabos, baterias, fontes entre outros, o participante deverá realizar o envio ao local informado pelo Provedor, sendo os custos de responsabilidade do participante
13. MÉTODO DE CALIBRAÇÃO
Para a realização das calibrações, verificar se existe um protocolo mais atualizado (consultar o site www.qlmpro.com.br) para assegurar o atendimento das condições descritas no item 13.1 do protocolo, visando garantir a validade dos resultados:
13.1. Fatores a serem considerados pelos participantes:
Paquímetro digital
A calibração poderá ser realizada pelo método de comparação direta com blocos padrão, pino padrão ou padrão escalonado e anel padrão (onde aplicado).
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
A calibração da superfície para medição externa e da superfície para medição interna devem ser realizadas no centro da face de medição.
O erro de paralelismo das superfícies de medição interna e externa, é a variação máxima encontrada entre os extremos e centro das respectivas faces.
Temperatura de referência 20 °C.
Ajustar o valor do zero antes de cada medição.
A avaliação do desempenho será determinada considerando (Xlab) como o valor do artefato obtido na calibração pelo participante e (X) como valor do artefato obtido como valor designado.
Micrômetro externo analógico
Determinar a planeza do fuso móvel, fuso fixo e o erro de paralelismo entre as faces de medição (quando aplicável).
Ajustar o valor do zero antes de iniciar a calibração.
Temperatura de referência 20 °C.
A calibração poderá ser realizada pelo método de comparação direta com blocos padrão, plano óptico e paralelo óptico.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
A avaliação do desempenho será determinada considerando (Xlab) como o erro do artefato obtido na calibração pelo participante e (X) como erro do artefato obtido como valor designado.
Gabarito de folga
Temperatura de referência 20 °C.
A calibração poderá ser realizada pelo método de medição com máquina de medição linear ou com micrômetro externo.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
Calibrar a espessura da lâmina em 5 áreas conforme indicado na figura abaixo e apresentar a média obtida em mm.
A avaliação do desempenho será determinada considerando (Xlab) como o valor do artefato obtido na calibração pelo participante e (X) como valor do artefato obtido como valor designado.
Calibrador anel roscado cilíndrico
A calibração deve ser realizada na região central do comprimento do calibrador.
Medir o diâmetro do flanco na posição de 0° da marcação e a 90° da marcação.Medir de forma direta o passo da rosca.
A calibração poderá ser realizada pelo método de comparação com calibrador anel liso cilíndrico em máquina de medição linear (método das duas ou três esferas) ou utilizando ponta esférica, ou pelo método de medição com máquina de medição por coordenadas.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
Temperatura de referência 20 °C.
A avaliação do desempenho será determinada considerando (Xlab) como o valor do artefato obtido na calibração pelo participante e (X) como valor do artefato obtido como valor designado.
Calibrador tampão roscado cilíndrico
A calibração do diâmetro do flanco e do passo deve ser realizada no terceiro filete do comprimento do calibrado (para lado passa) e no segundo filete (para lado não passa).
Diâmetro do flanco: Medição direta em relação à 0° da marcação e a 90° da marcação, considerado o valor real do passo.
Passo: Medição direta, sendo possível para laboratórios que realizam as medições por apalpação e por medição óptica.
Medir os semiângulos (direito e esquerdo) e fornecer os resultados em grau decimal.
Posicionar o conjunto de sensores ou arames em um eixo perpendicular ao eixo do calibrador.
A calibração poderá ser realizada pelo método de comparação com máquina de medição linear utilizando pares de arames duplos e simples ou utilizando uma ponta esférica, ou em máquina de medição por coordenadas.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
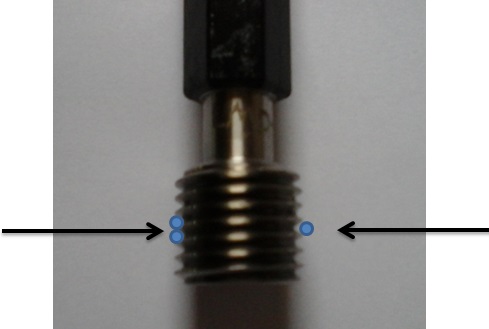
Realizar a calibração conforme figura abaixo:
Figura – imagem de frente para a marcação – tampão roscado
Temperatura de referência 20 °C.
A avaliação do desempenho será determinada considerando (Xlab) como valor do artefato obtido na calibração pelo participante e (X) como valor do artefato obtido como valor designado.
Esquadro de precisão
Realizar as medições conforme procedimentos internos do laboratório.
Apoiar a base menor em dois blocos padrão posicionados sobre um desempeno.
Perpendicularidade:
Realizar a zeragem do dispositivo de medição a 5 mm da base na face de medição do esquadro (centro da face).
Realizar as medições nos pontos: (20, 50, 80, 110 e 140) mm a partir da base de apoio do esquadro (no centro da face).
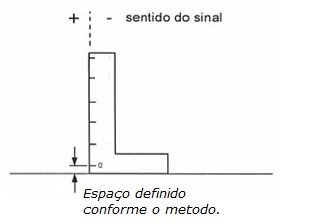
Os resultados apresentados pelo participante para perpendicularidade poderão ser de forma pontual ou o valor encontrado mais distante de zero, devendo ser respeitado o sinal conforme imagem abaixo:
Retitude:
A retitude deverá ser determinada na base horizontal (menor) do esquadro (face inferior).
Realizar as medições nos pontos (30, 50, 70 e 90) mm a partir da face de medição (no centro da face).
O resultado apresentado pelo participante para retitude, deverá ser o maior valor encontrado (sempre positivo).
Temperatura de referência 20 °C.
A calibração poderá ser realizada pelo método comparativo com máquina de medição por coordenadas utilizando método reverso ou padrão de referência linear.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
A avaliação do desempenho será determinada considerando (Xlab) como valor do artefato obtido na calibração pelo participante e (X) como valor do artefato obtido como valor designado.
Jogo de blocos padrão classe 0
A calibração deve ser realizada por comparação com um padrão com medição no centro de cada peça.
Temperatura de referência de 20 °C e pressão atmosférica de referência de 1013,25 hPa / mbar.
A calibração poderá ser realizada pelo método interferométrico ou por comparação com bloco padrão.
Caso o participante opte em realizar por outro método, será permitido, a critério do mesmo.
A avaliação do desempenho será determinada considerando (Xlab) como o erro do artefato obtido na calibração pelo participante e (X) como erro do artefato obtido como valor designado.
Detalhes:
- Erro do artefato (Valor encontrado no artefato da comparação menos o valor da referência);
- Incerteza expandida de medição (com uma probabilidade de abrangência de aproximadamente 95%).
- Recomenda-se enviar o certificado de calibração em formato PDF juntamente com a cópia impressa do FT-04 (disponível no site) para o e-mail [email protected]. Embora o envio do certificado de calibração não seja obrigatório, é importante para uma eventual justificativa de erros no preenchimento do FT-04. Não serão aceitos certificados de calibração apresentados após a emissão do relatório preliminar.
14. REFERÊNCIAS BIBLIOGRÁFICAS
- ABNT NBR ISO/IEC 17043:2024: Avaliação da Conformidade – Requisitos gerais para a competência de provedores de ensaios de proficiência.
- Guia Para a Expressão da Incerteza de Medição, 3ª edição, 2003, Inmetro.
- VIM, Vocabulário Internacional de Metrologia: Conceitos fundamentais e gerais e termos associados (VIM 2012) 1ª Edição Luso – Brasileira.
- ISO 13528:2022 - Statistical Methods for use in proficiency test by interlaboratory comparison.
Final do Protocolo